Somos um fabricante tecnologicamente avançado especializado em anodização de liga de alumínio, conhecido por nossos produtos de alta qualidade. Com vasta experiência, compilamos uma lista de 14 defeitos comuns na anodização de ligas de alumínio.
Cotação rápida1. Filme fino no material pendurado causa coloração clara, mesmo sem coloração
Causa principal: Ligação solta do material ou afrouxamento após o ataque alcalino, levando ao mau contato entre o material e a haste condutora.
Solução: Aperte ainda mais o fio de ligação com um alicate após a corrosão alcalina.
2. A queima parcial do filme de oxidação resulta em escurecimento
Causa principal: Mau contato entre as peças de alumínio e a haste condutora ou área de contato insuficiente, haste condutora de filme impuro ou curto-circuito entre o ânodo e o cátodo.
Solução: Melhora o contato e elimina o contato ânodo-cátodo.

3. Camada de filme escuro
Causa principal: Problemas com a composição da liga, interrupção da corrente durante a oxidação, baixa concentração de eletrólitos, alta tensão de oxidação, pré-tratamento deficiente.
Solução: Melhorar a qualidade do lingote, se for um problema material, ou fortalecer o pré-tratamento, se for um problema de tratamento. Ajustar o conteúdo de eletrólitos, a concentração de ácido sulfúrico e reduzir adequadamente a tensão.

4. Impressões digitais aparecendo
Causa principal: Tocar o filme anodizado com os dedos durante a operação.
Solução: Use luvas limpas e evite ao máximo tocar com os dedos.

5. Baixa resistência à corrosão
Causa principal: Alta concentração de ácido sulfúrico, teor de íons de alumínio excede 20g/L.
Solução: Mantenha a concentração de ácido sulfúrico entre 150-200 g/L. Considere substituir 1/2-3/4 fluido de banho se o íon de alumínio exceder 20 g/L.
6. Amarelamento
Definição: As impurezas misturadas no filme de óxido fazem com que o filme fique amarelo.
Fenômeno: O tom da cor muda quando este filme é usado para coloração eletrolítica.
Causas: Ferro, silício, etc., na mistura de material eletrolítico ou liga no filme.
Contramedidas: Reduzir a concentração de ferro, silício, etc., na liga e eletrólito. Otimize as condições de anodização.
7. Sobreposição
Definição: Formação anormal de filme devido à sobreposição de material durante a oxidação.
Fenômeno: Pode ver a impressão de perfis sobrepostos, às vezes pode ver arco-íris parciais (cor de interferência).
Causas: Possível contato anormal devido ao arranjo denso de materiais de alumínio durante a eletrólise.
Contramedidas: Mantenha o espaçamento de ligação adequado, aperte as luminárias, remova as luminárias deformadas e não pendure perfis dobrados.

8. Gás acumulado (bolsões de ar)
Definição: O gás produzido durante a electrólise ou o ar utilizado para agitar permanece nas lacunas ou cantos do material.
Fenômeno: O filme é muito fino ou inexistente nas lacunas ou cantos do material, e não consegue obter cor uniforme durante a coloração eletrolítica.
Causas: O ângulo de suspensão inadequado ou a forma do material afetam a retenção de gás e ar.
Contramedidas: Use ângulos de suspensão e métodos de carregamento que permitam que o gás escape facilmente.
9. Manchas pretas
Definição: Manchas pretas ou brancas aparecem após a anodização devido à precipitação local da fase intermediária do β.
Causas: O material do umbigo sofre rápido resfriamento e reaquecimento, levando à precipitação da fase intermediária (Mg2Si).
Contramedidas: Suprimem o reaquecimento com ventiladores de resfriamento e reduzem a condutividade térmica dos materiais em contato com materiais extrudados.

10. Pulverização (filme em pó)
Definição: Forma-se pó branco na superfície do filme após a anodização.
Fenômeno: Após a anodização, o filme aparece em pó e opaco.
Causas: Eletrólise de longo tempo em alta temperatura, eletrólito de alta concentração ou pós-eletrólise de imersão de longo tempo.
Contramedidas: Menor concentração de eletrólitos e temperatura, reduz o teor de íons de alumínio e encurta o tempo de imersão.
11. Curto-circuito (corrosão elétrica, filme de fusão, faísca)
Definição: O material se dissolve parcialmente devido ao contato com o eletrodo durante a eletrificação.
Fenômeno: O material e o eletrodo entram em curto-circuito, e parte do material se dissolve devido ao excesso de corrente.
Causas: Ocorre contato entre material e eletrodo, ou um curto-circuito através de perfis caídos.
Contramedidas: Melhorar a disposição, evitar a oscilação do material, remover materiais caídos e ajustar o espaçamento entre eletrodos.
12. Eletrólise deficiente (má eletrificação)
Definição: Contato condutivo pobre durante a anodização, diferente do valor de corrente definido, quase nenhum filme é gerado.
Fenômeno: Às vezes, arco-íris (cor de interferência) podem ser vistos em ambos os lados, e a coloração eletrolítica normal não pode ser realizada.
Causas: Interrupção da eletrólise por falta de energia, falha no fornecimento de energia, luminárias deterioradas e contaminadas.
Contramedidas: Fortalecer o gerenciamento das juntas de fixação, aumentar a área de contato e confirmar os valores atuais definidos.
13. Branco leitoso
Definição: Impurezas misturadas no filme anodizado, fazendo com que a estrutura do filme se diferencie e pareça branco leitoso.
Fenômeno: o filme carece de transparência e fica branco.
Causas: Tratamento eletrolítico de alta temperatura, curto tempo de lavagem com água quente, más condições de extrusão, flutuações no conteúdo de silício, ferro, manganês, etc.
Contramedidas: Normalize as condições de tratamento de anodização, normalize as condições de lavagem com água, confirme os valores de corrente definidos e ajuste os componentes da liga.

14. Queimaduras de filme (queimaduras)
Definição: Durante o tratamento de anodização, a densidade de corrente local é muito alta, formando uma aparência semelhante a uma queimadura.
Fenômeno: Durante o tratamento de anodização, a concentração local de corrente aumenta a temperatura, e a espessura do filme aumenta, tornando-se branqueada e pulverulenta.
Causas: Área de contato insuficiente, proximidade muito próxima entre eletrodo e material, etc., levando a uma densidade de corrente localmente alta.
Contramedidas: Garantir a área adequada do ponto de contato, melhorar a configuração do eletrodo, aumentar a circulação do fluido do banho, garantir a uniformidade, definir a densidade de corrente apropriada e otimizar as condições do processo, especialmente determinando o teor de íons de alumínio.
Cotação rápidaProdutos anodizados populares
O alumínio anodizado é um material verdadeiramente versátil que pode ser usado para criar uma grande variedade de produtos. Sua durabilidade, resistência à corrosão e aparência atraente o tornam uma escolha popular para muitas aplicações diferentes.
Cotação rápida
bobina em relevo de estuque
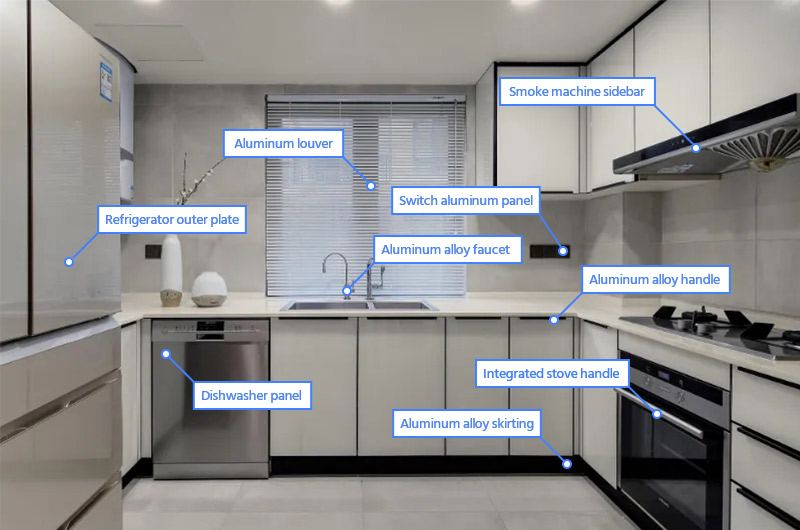
alumínio na cozinha

alumínio-perfil-porta-janela

alumínio-signo-branco

Tampa 8011

espuma-folha-placa porosa
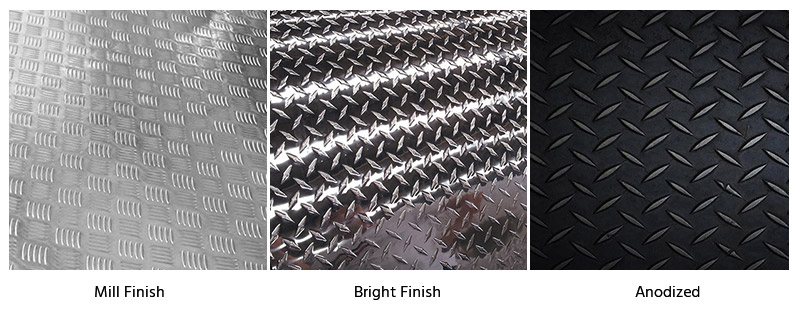
Placa quadriculada

chapa ondulada
placa de alumínio-favo de mel

placa diamantada
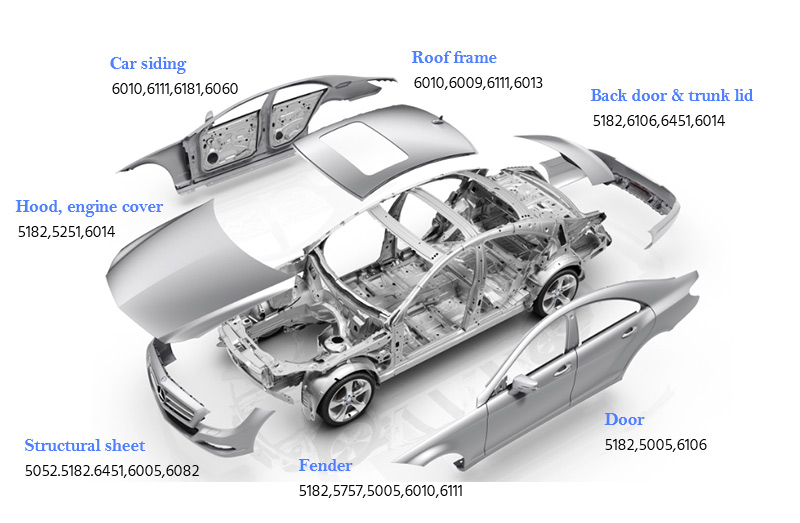
auto-corpo-alumínio-painel

tenda-pólo