Ми є технологічно просунутим виробником, що спеціалізується на анодуванні алюмінієвих сплавів, відомим своєю високоякісною продукцією. Маючи великий досвід, ми склали список з 14 поширених дефектів анодування алюмінієвого сплаву. Швидка пропозиція
1. Тонка плівка в підвішеному матеріалі викликає світле забарвлення, навіть без фарбування
Основна причина: Нещільне зв'язування матеріалу або ослаблення після лужного травлення, що призводить до поганого контакту між матеріалом і стрижнем провідника.
Рішення: Додатково затягніть в'язальний дріт плоскогубцями після лужного травлення.
2. Часткове згоряння окислювальної плівки призводить до почорніння
Основна причина: поганий контакт між алюмінієвими деталями та стрижнем провідника або недостатня площа контакту, нечиста плівка на стрижні провідника або коротке замикання між анодом і катодом.
Рішення: Поліпшити контакт і усунути анод-катодний контакт.

3. Темний шар плівки
Основна причина: проблеми зі складом сплаву, переривання струму під час окислення, низька концентрація електроліту, висока окислювальна напруга, погана попередня обробка.
Рішення: Покращуйте якість злитка, якщо це матеріальна проблема, або посилюйте попередню обробку, якщо це проблема лікування. Відрегулюйте вміст електроліту, концентрацію сірчаної кислоти та відповідним чином зменшіть напругу.

4. Поява відбитків пальців
Основна причина: Дотик пальцями до анодованої плівки під час роботи.
Рішення: Одягніть чисті рукавички і уникайте дотиків пальцями, наскільки це можливо.

5. Погана стійкість до корозії
Основна причина: Висока концентрація сірчаної кислоти, вміст іонів алюмінію перевищує 20 г/л.
Рішення: Підтримуйте концентрацію сірчаної кислоти в межах 150-200 г/л. Розгляньте можливість заміни 1/2-3/4 рідини для ванни, якщо іон алюмінію перевищує 20 г/л.
6. Пожовтіння
Визначення: Домішки, змішані в оксидній плівці, призводять до того, що плівка жовтіє.
Явище: Колірний тон змінюється, коли ця плівка використовується для електролітичного фарбування.
Причини: Залізо, кремній і т.д. в електроліті або сплаві змішуються з плівкою.
Заходи боротьби: Зменшити концентрацію заліза, кремнію тощо в сплаві та електроліті. Оптимізуйте умови анодування.
7. Перекриття
Визначення: Аномальне утворення плівки внаслідок перекриття матеріалу під час окислення.
Феномен: Бачить відбиток перекритих профілів, іноді може бачити часткову веселку (інтерференційний колір).
Причини: Можливий ненормальний контакт через щільне розташування алюмінієвих матеріалів під час електролізу.
Заходи боротьби: Дотримуйтесь відповідної відстані між палітурками, затягуйте кріплення, видаляйте деформовані світильники та не вивішуйте деформовані, зігнуті профілі.

8. Скупчився газ (повітряні кишені)
Визначення: Газ, що утворюється під час електролізу, або повітря, що використовується для перемішування, залишається в зазорах або кутах матеріалу.
Явище: плівка дуже тонка або відсутня в проміжках або кутах матеріалу, і вона не може отримати однорідний колір під час електролітичного фарбування.
Причини: Невідповідний кут підвішування або форма матеріалу впливають на утримання газу та повітря.
Заходи боротьби: Використовуйте кути підвішування та методи заряджання, які дозволяють газу легко виходити.
9. Чорні цятки
Визначення: Чорні або білі плями з'являються після анодування внаслідок локального осадження проміжної фази β.
Причини: Матеріал пупка піддається швидкому охолодженню і повторному нагріванню, що призводить до випадання в осад проміжної фази (Mg2Si).
Заходи боротьби: Придушіть повторне нагрівання за допомогою вентиляторів охолодження та зменшіть теплопровідність матеріалів, що контактують з екструдованими матеріалами.

10. Пудрування (порошкоподібна плівка)
Визначення: На поверхні плівки після анодування утворюється білий порошок.
Явище: Після анодування плівка виглядає порошкоподібною та непрозорою.
Причини: тривалий електроліз при високій температурі, висока концентрація електроліту або тривале занурення після електролізу.
Заходи боротьби: Знизити концентрацію та температуру електроліту, зменшити вміст іонів алюмінію та скоротити час занурення.
11. Коротке замикання (електрична корозія, плавлення плівки, іскріння)
Визначення: Матеріал розчиняється частково внаслідок контакту з електродом під час електризації.
Явище: матеріал і електрод замикаються, і частина матеріалу розчиняється через надмірний струм.
Причини: Контакт матеріалу та електрода або коротке замикання відбувається через профілі, що впали.
Заходи боротьби: Покращуйте розташування, запобігайте коливанню матеріалу, видаляйте матеріали, що впали, і регулюйте відстань між електродами.
12. Поганий електроліз (погана електризація)
Визначення: Поганий струмопровідний контакт при анодуванні, відмінний від встановленого значення струму, плівка майже не утворюється.
Феномен: Іноді веселки (інтерференційний колір) можна побачити з обох боків, і нормальне електролітичне забарвлення не може бути виконано.
Причини: Переривання електролізу через відключення електроенергії, збій в електропостачанні, зіпсовані, забруднені світильники.
Заходи боротьби: Посилити управління з'єднаннями кріплень, збільшити площу контакту та підтвердити встановлені значення струму.
13. Молочно-білий
Визначення: Домішки, змішані в анодованій плівці, в результаті чого структура плівки відрізняється і виглядає молочно-білою.
Феномен: плівці не вистачає прозорості і вона біліє.
Причини: Високотемпературна електролітична обробка, короткий час промивання гарячою водою, погані умови екструзії, коливання вмісту кремнію, заліза, марганцю тощо.
Заходи боротьби: Нормалізуйте умови обробки анодуванням, нормалізуйте умови промивання водою, підтвердьте встановлені значення струму та відрегулюйте компоненти сплаву.

14. Опіки плівки (опіки)
Визначення: Під час обробки анодуванням місцева щільність струму занадто висока, що утворює вигляд, схожий на опік.
Явище: Під час обробки анодуванням місцева концентрація струму підвищує температуру, і товщина плівки збільшується, стаючи білою та порошкоподібною.
Причини: недостатня площа контакту, занадто близьке сусідство між електродом і матеріалом і т.д., що призводить до локально високої щільності струму.
Заходи боротьби: Забезпечте відповідну площу точки контакту, покращте конфігурацію електродів, збільште циркуляцію рідини у ванні, забезпечте рівномірність, встановіть відповідну щільність струму та оптимізуйте умови процесу, особливо визначення вмісту іонів алюмінію. Швидка пропозиція
Популярні анодовані вироби
Анодований алюміній є воістину універсальним матеріалом, який можна використовувати для створення найрізноманітніших виробів. Його довговічність, стійкість до корозії та привабливий зовнішній вигляд роблять його популярним вибором для багатьох різних застосувань. Швидка пропозиція
Ліпнина-тиснення-спіраль
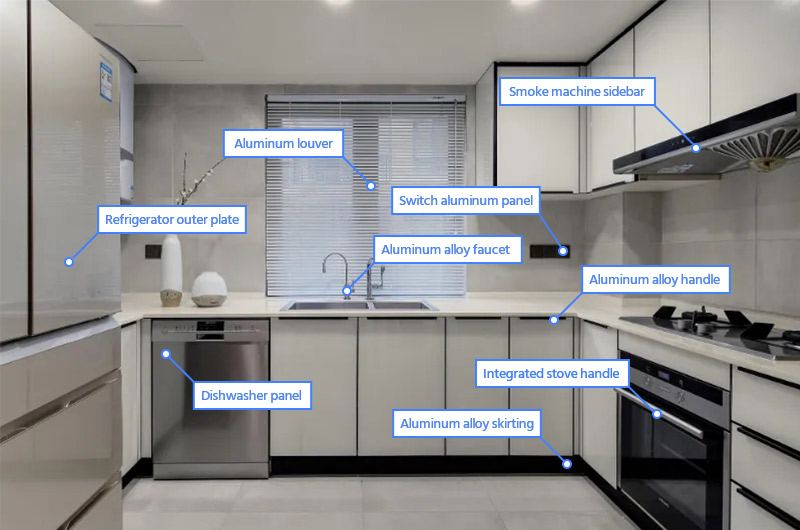
Алюміній на кухні

алюмінієвий профіль-двері-вікно

алюмінієва вивіска-бланк

8011-кап

пористий-пінопласт-листова пластина
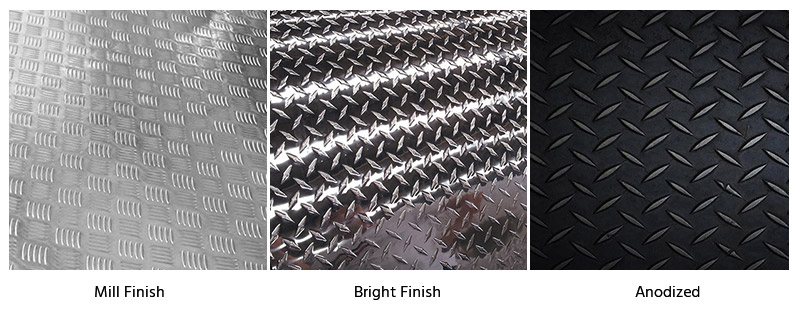
Протекторно-картата пластина

профнастил
алюміній-стільникова пластина

алмазна пластина
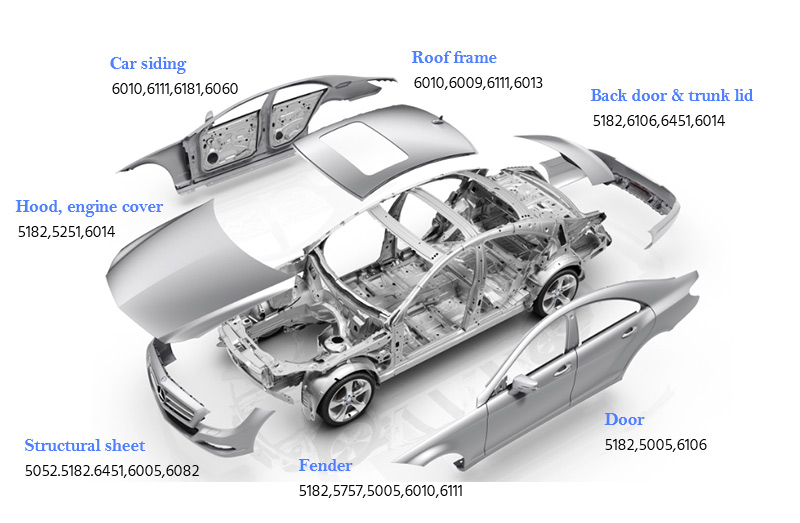
Авто-корпус-алюмінієва панель

намет-жердина